
ProductsPRODUCTS
Featured products







Contact Us





UASB Anaerobic Reactor – Technical Introduction
Description
The Upflow Anaerobic Sludge Blanket (UASB) Reactor is a high-rate anaerobic wastewater treatment technology developed in the 1970s by Professor Gatze Lettinga and his team at Wageningen University, Netherlands. It represents a significant advancement in anaerobic treatment, combining biological digestion with physical separation in a single, compact reactor vessel.
Core Mechanism:
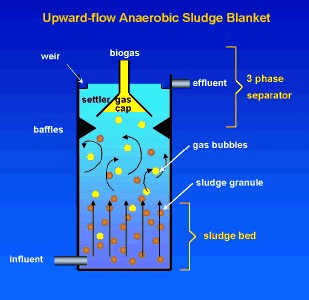
Wastewater flows upward through a dense, biologically active sludge blanket where organic pollutants are broken down by anaerobic microorganisms. The process produces biogas (primarily methane and carbon dioxide) and granular sludge. A three-phase separator (gas-liquid-solid) at the top of the reactor effectively separates biogas, treated effluent, and sludge granules, allowing for sludge retention and return.
Key Components:
- Influent Distribution System – Ensures even flow distribution at the reactor bottom
- Sludge Bed & Blanket – Active biomass zones where digestion occurs
- Gas-Solid-Liquid Separator (GLS) – Critical internal device for phase separation
- Gas Collection Dome – Collects and channels biogas for utilization
- Effluent Launder/Trough – Discharges treated water
- Sludge Withdrawal System – Manages excess sludge
Operating Principle:
Organic loading rates typically range from 5-15 kg COD/m³/day, with hydraulic retention times (HRT) of 6-24 hours depending on wastewater strength and temperature (optimally 35-37°C for mesophilic operation). The system achieves COD removal efficiencies of 70-90% while producing 0.35-0.45 m³ of biogas per kg COD removed (60-70% methane content).
| Item | Specs |
|---|---|
| Coating Color | Standard color: dark blue and dark green or customized |
| Coating Thickness | 0.25 – 0.40mm |
| Acid and alkali resistance | Standard coating:PH3-11, special coating:PH1-14 |
| Adhesive force | 3450N/cm² |
| Elasticity | About 500N/mm |
| Hardness | 6.0N/mm |
| Life | ≥30years |
| Holiday test | 1500V |
| Permeability | Gas and liquids Impermeable |
Application Area:
Various Industrial Effluents
Agricultural & Livestock Waste
Food & Beverage Wastewater
Pulp, Paper & Pharmaceutical Wastewater
Advantages
Technical & Operational Advantages:
- High Organic Loading Capacity
- Handles loading rates 5-10 times higher than conventional anaerobic ponds
- Compact design with small footprint requirement
- Energy Positive Process
- Net energy producer through biogas generation
- Low energy consumption (primarily for pumping)
- Biogas can be used for electricity/heat production
- Operational Efficiency
- No mechanical mixing required (upflow velocity provides gentle mixing)
- Granular sludge has excellent settling properties (SVI: 15-30 mL/g)
- High biomass retention (sludge age: 30-100 days)
- Minimal sludge production (0.05-0.10 kg VSS/kg COD removed)
- Process Stability
- Resilient to organic shock loads
- Granular sludge resists washout
- Can handle intermittent feeding
Related Products
Quick Contact
Please leave your email or phone number, We will reply as soon as possible